5 Eksenli İşleme Nedir?
Frezeleme eski ancak her zaman genç kalan imalat proseslerinden biridir. Tarihçilere göre metal malzemeler için ilk freze makinesi 1800’lerin başlarında geliştirilmişti. Bir sonraki devrimsel adımın yaklaşık olarak tarihi, evrensel freze makinesinin Brown & Sharp şirketi tarafından piyasaya sunulduğu 19. yüzyılın ortaları olarak verilebilir. Bir yüzyıldan fazla zamandan beri geleneksel frezelemede, Kartezyen koordinat sistemine göre X ekseni, Y ekseni ve Z ekseni olarak adlandırılan üç boyut kullanılmıştı. X ekseni (genelde) yataydır. Y ekseni göreceli olarak önden arkaya veya bunun tam zıt yönünde hareket eder. Z ekseni ise yukarı ve aşağı doğru hareketler yapar.
Dolayısıyla yüzyıldan fazla bir zamandır mil çevresinde dönen üç lineer eksen, geleneksel frezeleme prosesinin geometrik sınırlarını tanımlamıştır. Daha sonraları iş milinin istenen açıda konumlandırılması veya dönen bir bağlama donanımı ile iş parçalarının tutulması mümkün olsa da şekil verici işleme her zaman 3 eksenli modda kaldı. Bununla beraber frezeleme, endüstriyel metal işçiliğinde baskın imalat proseslerinden biri haline geldi.
1960'lardan beri NC ve daha sonra CNC kontrolünün geliştirilmesinin işleme olasılıklarını giderek artırmasına rağmen, 3 eksenli işleme günümüzde halen vazgeçilmezdir. Bu durum, 2018 yılında Fraunhofer Institute for Production Technology IPT ve WBA Aachener Werkzeugbau Akademie tarafından ortak şekilde yürütülen bir çalışmada örneklerle açıklanmıştır. Buna göre, 3 eksenli frezeleme neredeyse yüzde 50'ye tekabül edecek şekilde alet üretiminde bile halen baskın eksen yapılandırmasıyken, dört yıl önce 5 eksenli yapılandırmalara yalnızca yaklaşık yüzde onluk bir pay düşmüştür.
5 eksenli frezelemenin şaşırtıcı derecede düşük prevalansı için çalışmada belirtilen nedenler açıktır. Bunun bir nedeni, üretilen büyük sayıda iş parçasının mutlaka eş zamanlı 5 eksenli işleme gerektirmemesidir. Diğer taraftan, 5 eksenli işlemenin yaygınlığının düşük olması, özellikle programlamada kullanıcı şirketleri için daha fazla zorluk olması ile açıklanabilir. Ancak bu iki açıda inovasyon ve gelişimin etkileşiminin şu anda 5 eksenli frezelemeyi çok kolaylaştırdığı kesindir.
Geleceğin 5 eksenli frezelemesi

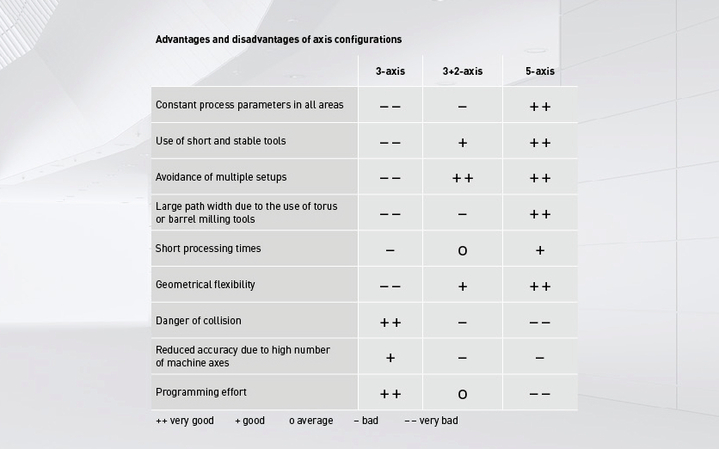
Öncelikle, aletin 5 eksenle frezeleme esnasında yalnızca üç lineer eksene ek olarak iki ek döner eksen ile mi alana konumlanacağının ya da tamamen eş zamanlı mı hareket edebileceğinin ayrımının yapılması gerekir. İlk durumda, dördüncü ve beşinci döner eksenlerin iş parçasını sabit bir yönde tuttuğu 3+2 eksenli işlemeden bahsediyoruz; ancak frezelemenin kendisi yine 3 eksende gerçekleştirilir. Diğer yanda "gerçek", yani eş zamanlı 5 eksenli frezelemede, makinenin 5 ekseninin hepsi de herhangi bir grup içerisinde birbirleriyle eklenerek hareket edebilir.

5 eksenli eş zamanlı frezeleme gelişiyor
Şu öncelikle dikkate alınmalıdır: 5 eksenli bir perspektiften bakıldığında hala oldukça düşük olan pazar penetrasyonu, kullanımının zorluklarına rağmen gelecekte büyük ölçüde 5 eksenli frezeleme lehine değişecek gibi görünüyor. Bu aynı zamanda, dört yıl önceki alıntılanan bir çalışmada (bir örnek üzerinden) gösterilmiştir. O dönemde, ankete katılan alet üreticileri, 5 eksenli işlemlerde (finiş işlemede) gelecekte yüzde 50'den fazla bir büyüme olacağını varsaydılar.
Açıkçası, 3D frezelemenin avantajları kullanıcılar için giderek daha hesaplanabilir ve kazançlı hale geliyor. Üretim teknolojisi açısından, örneğin, sayısal olarak kontrol edilen beş eksen sayesinde, takımın ve kesici kenarlarının konumu, iş parçası üzerinde herhangi bir zamanda herhangi bir noktada konumlandırılabilir, iş parçası yüzeyine istenen herhangi bir açıyı yüksek hassasiyetle korurken kavisli bir yüzey (serbest biçimli yüzey) boyunca hareket edebilir.
Beş eksenli bir makinenin en büyük avantajlarından biri, karmaşık iş parçalarını ve hassas bileşenleri çoğunlukla tek bir kurulumda, daha az zaman ve daha düşük maliyetle üretebilmesidir. Bu serbestlik derecesinin bir sonucu olarak, 5 eksenli eşzamanlı işleme, neredeyse her türlü iş parçası konturunu tek bir işlemde yeniden bağlamadan üretmek için kullanılabilir. Bu, üretim yapılmayan rölanti süresinden tasarruf eder ve bir makineden diğerine geçerken hataları önler. Ek olarak, alet her zaman iş parçasına göre mükemmel şekilde konumlandırılabilir. Bu, daha kısa standart uzunluğa sahip aletlerin kullanılabilmesini sağlar. Bu da rijiditeyi artırarak daha yüksek besleme oranları sağlar ve alet ömrünü uzatır.
5 eksenli frezelemenin büyüyen payına yönelik pazar tarafındaki nedenler, hiç olmadığı kadar küçük parti boyutlarında bile daha talepkâr ve karmaşık iş parçalarına yönelik eğilimlerdir. Buna ek olarak; hassasiyet ve bileşenlerin yüzey kalitesinin yanı sıra her zamankinden daha kısa yanıt süreleri ve teslimat periyotlarına karşı talep artmaktadır. Ayrıca, DMG MORI gibi üreticiler de yeterli 5 eksenli işleme merkezlerinin daha fazla kabul edilmesini teşvik etmektedirler. Buna ek olarak, imalat makinesi üreticileri, orta vadede 5 eksenli frezeleme görevlerinin atölye programlamasını bile kullanıcının görüş alanına getirecek olan ve giderek daha akıllı hale gelen kontrollere güvenebilirler. Son olarak, tedarikçiler de dijital proses zincirini CAD'den CAM ve CNC'ye yükseltmeye devam etmektedir. Dolayısıyla, birçok uzman akıllı simülasyon rutinleri de dahil olmak üzere tamamen otomatik NC programlamanın yakında mümkün olabileceğini kabul etmektedir.
5 eksenli eş zamanlı frezeleme makineleri
Ancak, elbette başarının temeli yeterli freze makinesi veya doğru işleme merkezidir ve öyle kalacaktır. X, Y ve Z eksenlerine ek olarak, A, B ve C eksenleri çeşitli durumlarda makinelerin kinematiğine bağlı olarak iş mili veya iş parçası veya sıkıştırma tablasının gerekli döner hareketlerini devralır. Aslında, alet ve iş parçası arasındaki evrensel rölatif hareket, efsanevi CNC kılavuzunun bize öğrettiği üzere prensipte üç yolla elde edilebilir:
- sabit iş parçası ve aletin iki döner ekseniyle,
- sabit bir alet ekseni ve iş parçasının iki döner hareketi, yani döner tabla aracılığıyla, veya
- alet ekseninin bir döner hareketi ve iş parçasının bir döner hareketiyle; bunların arasında 90°'lik ofset vardır.
Örneğin, döner tablalı freze makinelerinde A eksenli tabla X ekseninin boylamasına hareket yolu etrafında dönerken, döner kafalı freze makinelerinde frezeleme kafasının B ekseni Y ekseni etrafında ve aynı zamanda C ekseni Z ekseni etrafında döner. Kullanıcı için hangi durumun doğru olduğuna her zaman müşterinin iş parçası spektrumuna göre karar verilir.

Son görüş
Sonuç olarak, freze makinelerinde 5 eksenli frezelemenin temellerinin, torna tezgahlarındaki 5 eksenli frezelemeden farklı olmadığı söylenebilir. Burada, daha çok proses entegrasyonunun avantajlarına ilişkin sorular ortaya çıkmaktadır. Ancak bu, ilerideki bir makalede açıklayacağımız tamamen farklı bir "hikâye"dir.